Spawanie lin polipropylenowych lutownicą jest szybkie, dokładne i niewymagające specjalnych urządzeń. Lutownica, co więcej pozwala na zrobienie punktowego, krótkiego i długiego połączenia, w zależności od tego, jaki rozmiar połączenia jest wymagany. W instrukcji poniżej dowiemy się, jak to zrobić.
Do spawania lin polipropylenowych jest wskazane używanie lutownicy z regulacją temperatury – transformatorową lub lutownicy blacharskiej.
Liny są spawane lutownicą ze specjalnym grotem lutowniczym. Groty są stosunkowo grube i wskazane jest je zeszlifować na cieńsze ostrze. Uwaga, bardzo cienkie ostrze wygina się, a nawet może pęknąć. Groty lutownicze o różnych kształtach można kupić oddzielnie. Na cienkie ostrze potrzeba zeszlifować i również grot na lutownicy blacharskiej.

Podczas spawania obowiązuje ta sama zasada co przy cięciu lin:
- niska temperatura (pod 170 °C) uniemożliwia stopić materiał potrzebny do spawania,
- wysoka temperatura (nad 180 °C) na odwrót degraduje materiał w spoinie i powstają duże stopione grudki.
Sposób postępowania podczas spawania lin lutownicą
- Koniec liny musi być ścięty pod kątem 45-55 °. Więcej w artykule Jak ciąć liny polipropylenowe.

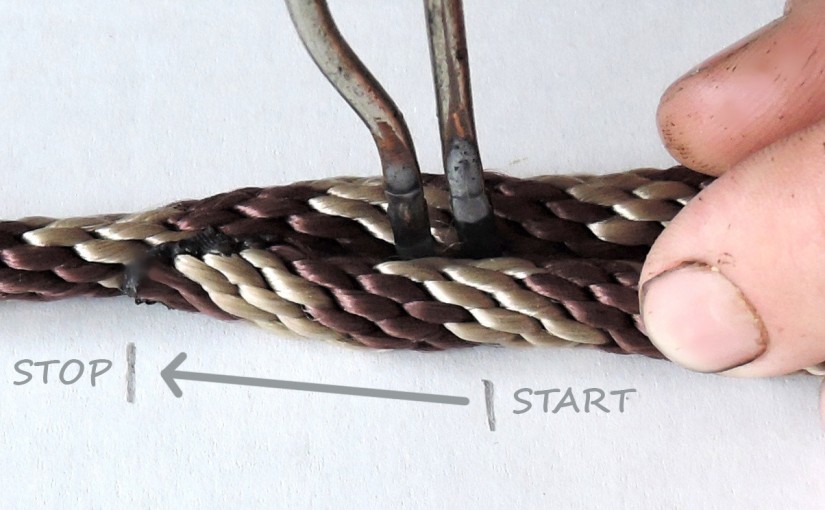
- Linę położymy na płaskiej podkładce. Oznaczymy początek i koniec spawu. Ścięty koniec liny przyłożyć do wyznaczonego początku spawu, wyrównać i obydwa kawałki liny przytrzymać palami.

- Dobre jest spawać linę od końca spoiny do ściętej końcówki. Lutownicę włożyć pomiędzy liny na początku spoiny i włączyć. Lina stopi się w ciągu jednej sekundy. Ciągnąc płynnie przesuwać ostrze do ściętej końcówki. Ruch może być szybki (lina polipropylenowa topi się szybko w spoinie). W ciągu kilku sekund materiał w spoinie ochładza się i spoina jest gotowa.

Spawanie lin za pomocą zacisku linowego
Jeżeli nie chcemy przytrzymywać liny, zrobimy prosty przyrząd aplikacyjny z zaciskami linowymi. Zaciski do lin sprzedawane są w rozmiarach od 4 do 16 mm. Nie trzeba mieć na każdą wielkość liny inny rozmiar przyrządu aplikacyjnego. Zupełnie wystarczą 3-4 rozmiary zacisków.
- Zaciski do lin przykręcić za pomocą dwóch śrub do płytki o wielkości 7x2x30 cm. Dobrze jest zacisnąć zaciski szczypcami.
Nie jest zdecydowanie zalecane przyklejanie zacisków do deski za pomocą pistoletu do nakładania kleju. Klej w pistolecie jest termoplastyczny, pod wpływem ciepła z lutownicy zacisk zostałby odklejony po kilkakrotnym użyciu.

- Położyć linę do przyrządu aplikacyjnego i postępować w taki sam sposób jak przy spawaniu lin bez przyrządu. Zacisk przytrzyma liny, więc nie musimy dotykać rozgrzanego materiału.

Spawanie punktowe
Zaletą spawania lutownicą jest możliwość spawania lin tylko na niewielkiej powierzchni. Wielkość spoiny odpowiada wielkości grota. Można to wykorzystać wszędzie tam, gdzie potrzeba połączyć liny na bardzo małej powierzchni. Spawanie punktowe lutownicą jest dokładne, a spoina mocna.

Podczas spawania lin polipropylenowych należy przestrzegać bezpieczeństwa pracy, aby uniknąć poparzenia lutownicą lub stopioną liną polipropylenową. Wyższa temperatura nie jest tylko w punkcie spawu, ale kilka centymetrów od niego. Zalecamy operację zawsze wykonywać z ochroną palców (najlepiej skórzaną).
Uwaga: Przez ochronę palców nie było widzieć na liny, dlatego podczas fotografowania została użyta zimna lutownica. Spoina następnie została wykonana z ochroną palców.
Pethardware.com
Jedyny sklep, którego potrzebujesz do tworzenia obroży i smyczy.
Odwiedź Pethardware.com